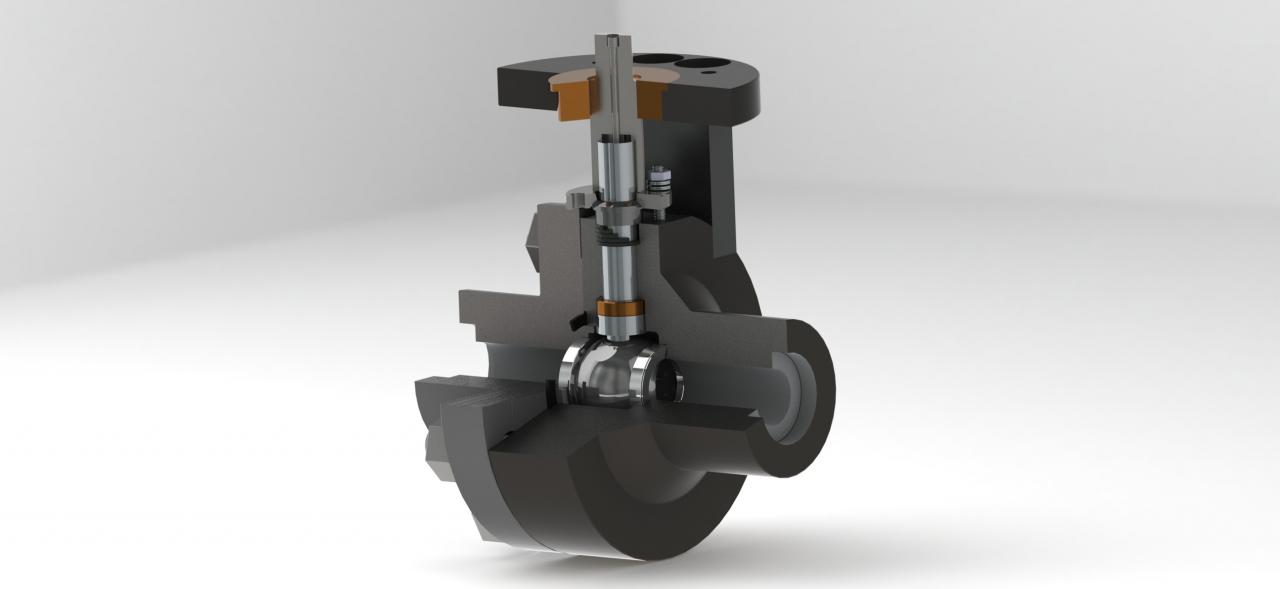
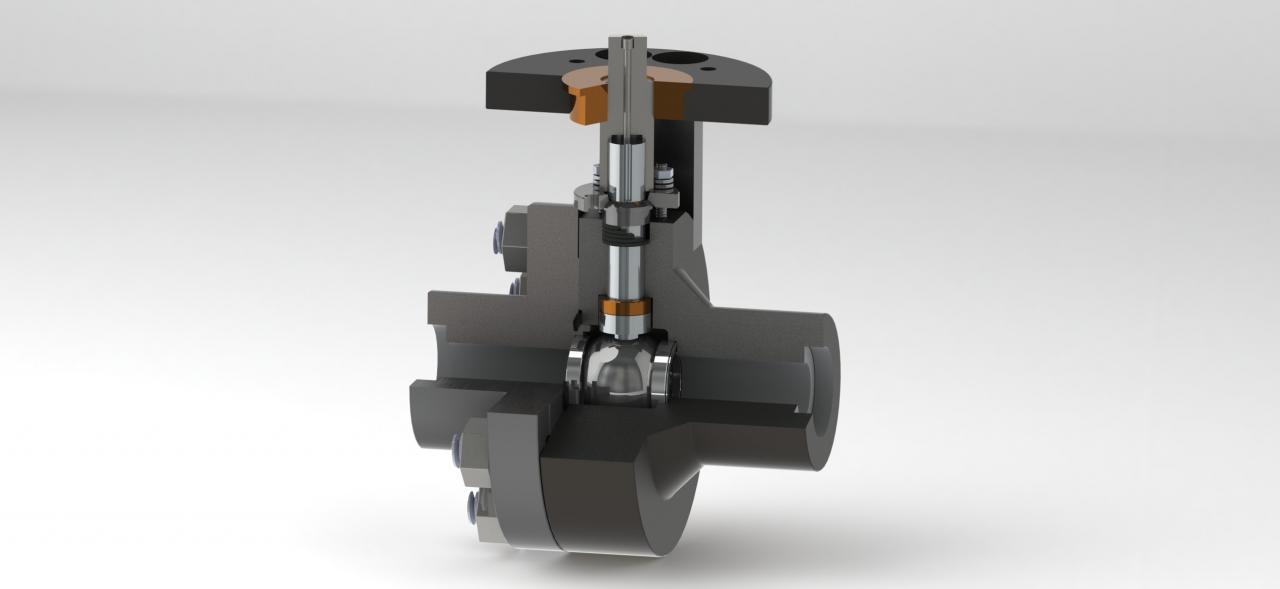





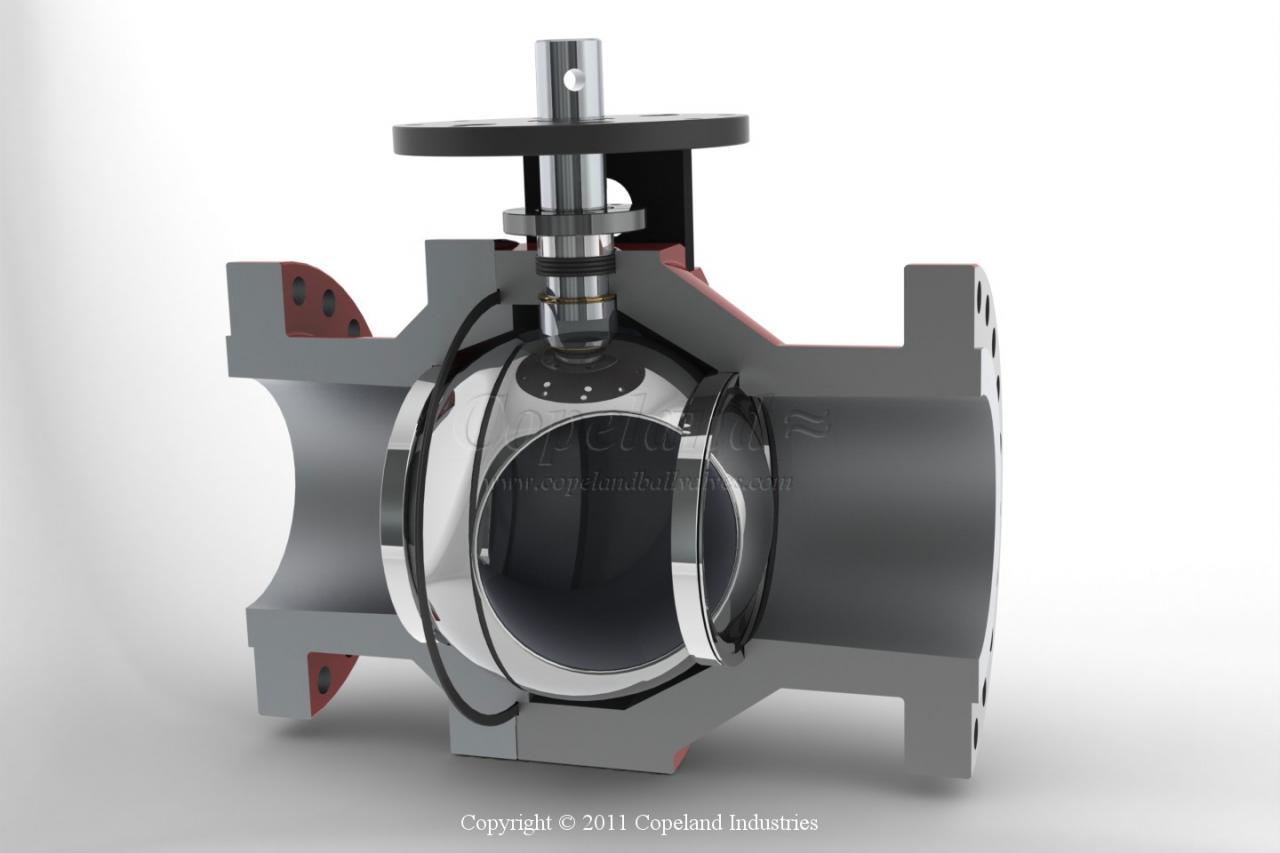
Actuator Mounting Flanges
 Side loading prevention and accurate stem alignment are always concerns. We take every precaution to ensure that the mounting flange is stable and accurately machined for heavy torques, sideloading issues and high cycle conditions.
Side loading prevention and accurate stem alignment are always concerns. We take every precaution to ensure that the mounting flange is stable and accurately machined for heavy torques, sideloading issues and high cycle conditions.
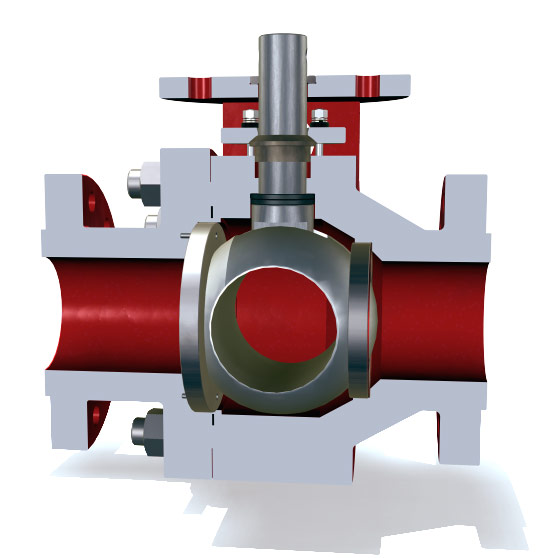
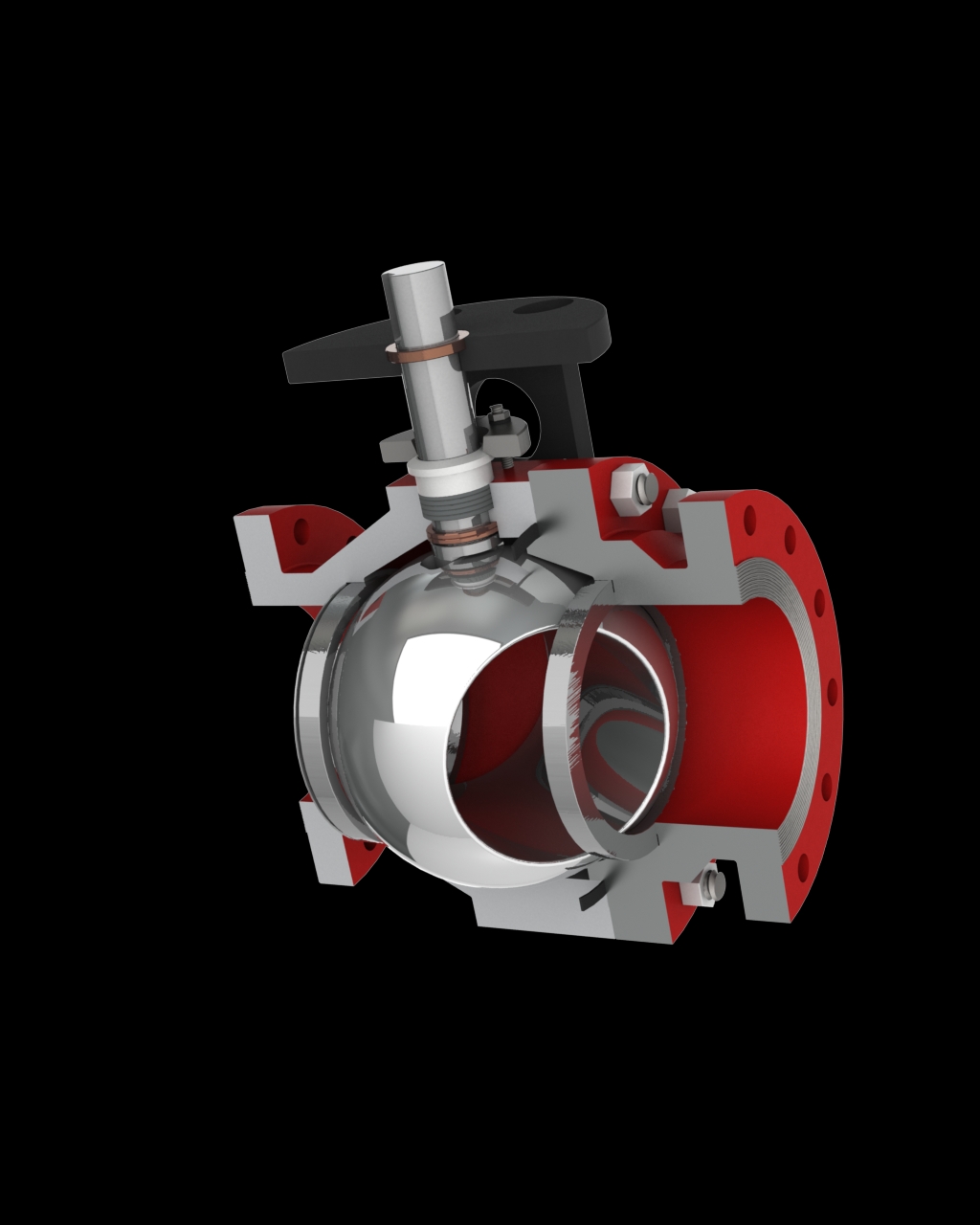
Locked-in Down Stream Seat
For larger valves, Copeland locks in the downstream seat to make it an integral part of the end connection and to prevent leakage and build-up between the body and seat. We are not a big fan of carving a seat out of the body material. Sure, it’s cheaper. But the coefficient of expansion is normally different than that of the ball. So, will you have a seal when they both get hot? We would rather not risk it.
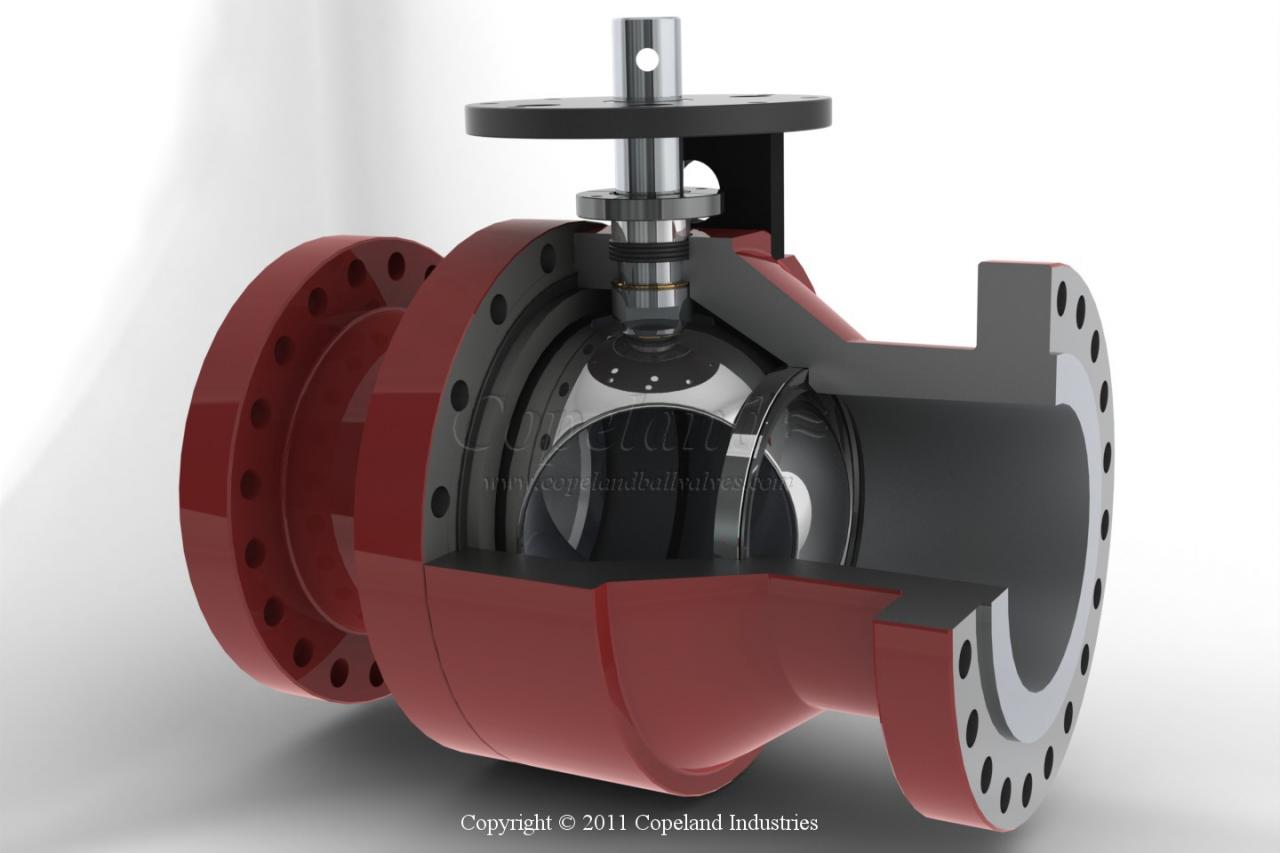
Body Gaskets
Typically, for classes up to 900# ANSI, Copeland uses a spiral wound Graphoil gasket to provide a non-pressure energized seal for excellent high and low pressure sealing. For higher pressures, either a metal pressure ring or a unibody construction is chosen.
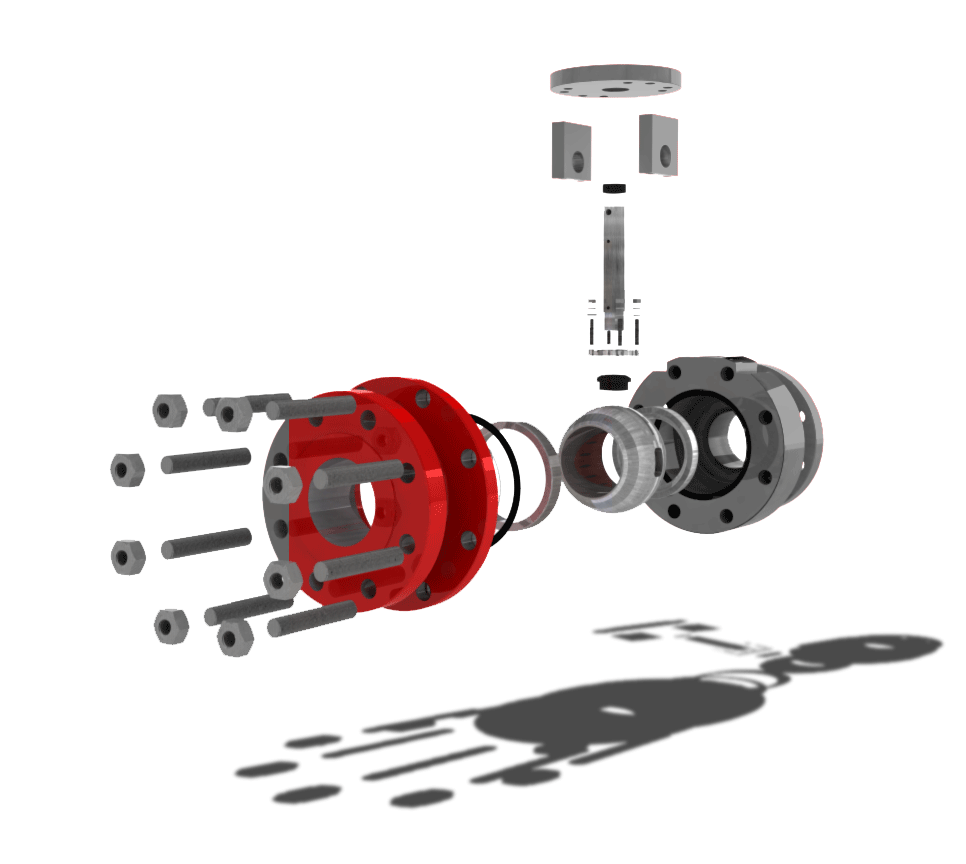
Other Options
Flushing Ports
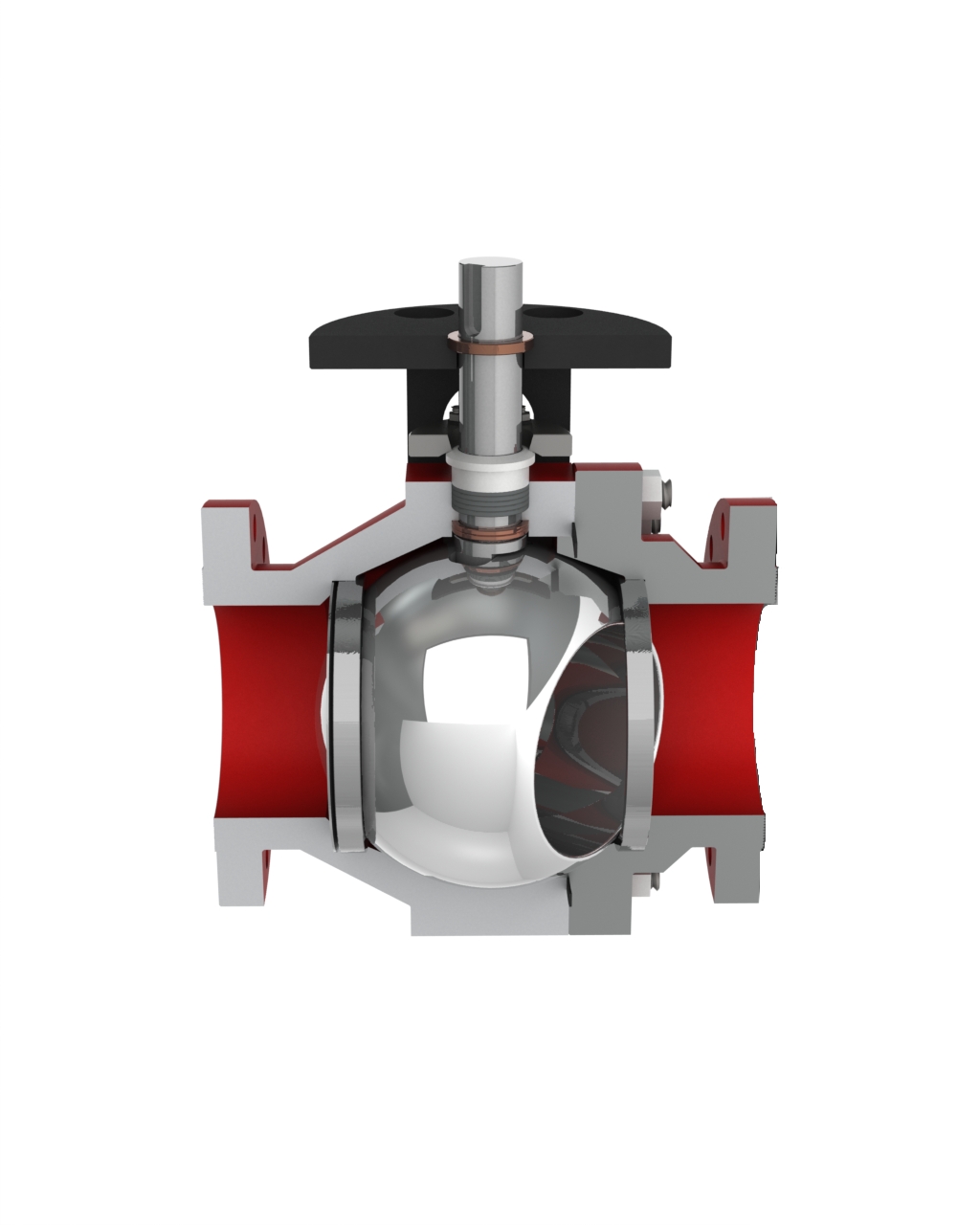
A Variety of Bore Sizes A straight through bore (full port) is preferable in heavy abrasives and minimizes turbulance and high pressure erosion. But reduced sizes such as Standard Bores, Regular Bores or Reduced Bores may be used to save money in both the valve and the actuator when a full bore is unnecessary.
Bi-directional Sealing
End Connections include RF, RTJ, BWE, SW and hub connectiors. Let us know if you have a special requirement.